Az eddigi cikkekben többször említettem a „Produktivitás”-t. Mit is értünk pontosan a produktivitás alatt?
A produktivitás egy KPI, egy szám-adat (KPI = Key Performance Indicator = Fontos Teljesítmény Mutatószám), azt mutatja, a rendszer bemenete mennyire hatékonyan hozza létre a hasznos kimenetet.
Értékét így számoljuk ki:
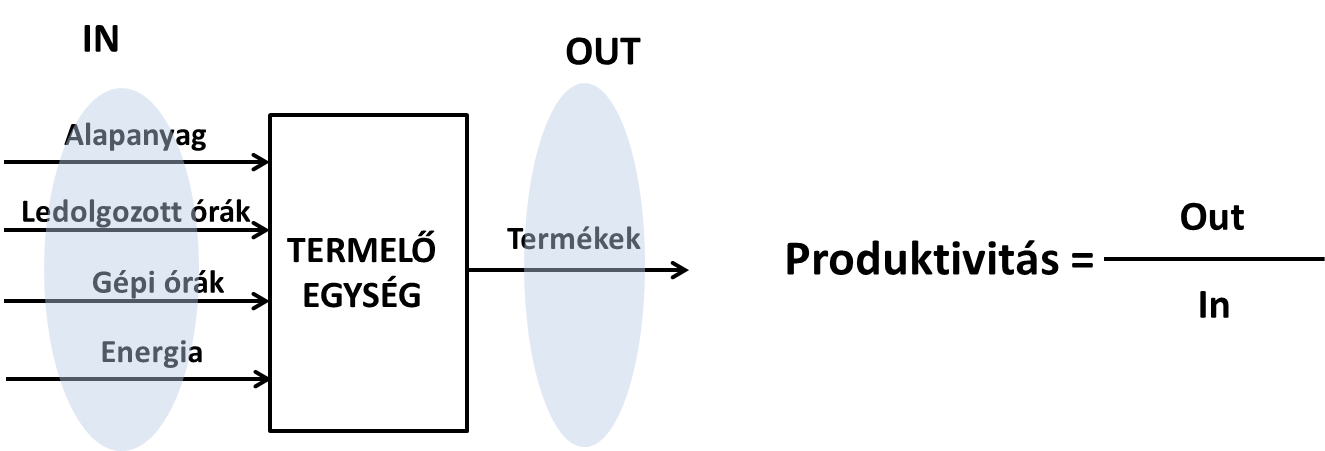
Például: A szekrénygyárban kedden 60 db szekrény készült el az első műszakban. Mondhatjuk, hogy aznap az első műszak produktivitása P = 60/1 = 60 szekrény/műszak.
Mivel a rendszernek több bemenete van, többféle produktivitást definiálhatunk:
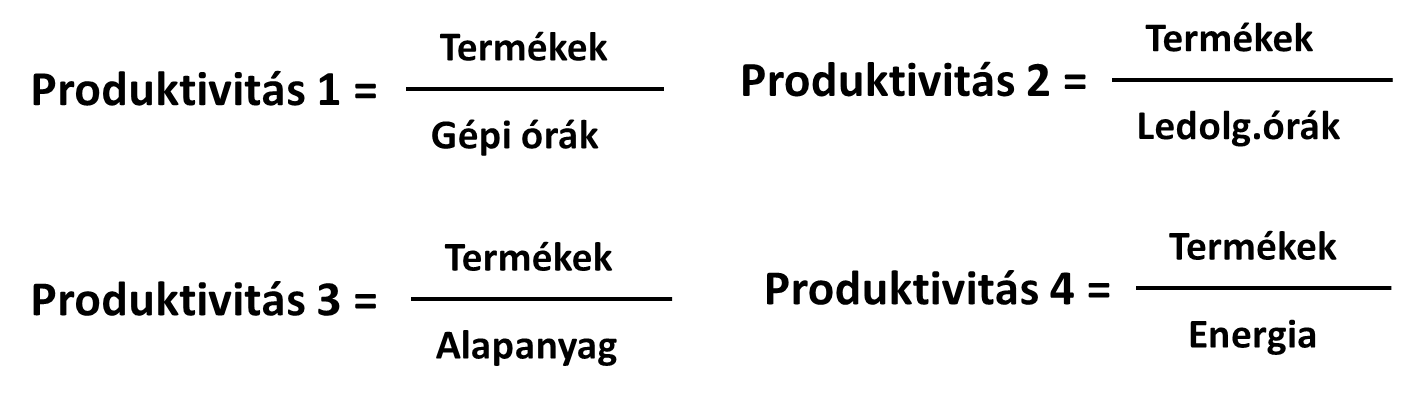
Tehát a P1 = 60 szekrény/műszak (a szekrénygyártó sort egy gépnek tekintjük). Ha 10 fő dolgozik a sor mentén (10fő *8óra = 80), akkor a P2 = 60/80 = 0,75 szekrény készül el 1 ledolgozott óra alatt; ha 1500 m2 bútorlapot használtam fel, P3 = 60/1500 = 0,04 szekrény “jön ki” 1m2 alapanyagból, ha 10 MW/h elektromos energiát használtam fel P4 = 60/10 = 6 szekrény “jön ki” 1 MW/h-ból, stb.
Tehát a produktivitás egy számérték, a rendszer egy paraméterének egy időszakot jellemző pillanatnyi értéke.
Miért érdemes ezzel a méréssel/számolással foglalkozni?
Mert ha ma P1 = 60, valószínűleg holnap is 55 – 65 között lesz, (és a havi átlag is 60 körül lesz, ami rendben van, ha 1200-at szerettem volna gyártani. (De ha 1500-at?))
Látszik, hogy a Produktivitás pillanatnyi értékeiből kialakuló átlag a fontos számunkra. És mivel a pillanatnyi értékek változhatnak, az átlag is változik, és az egész számolósdit ezért csinálom: hogy olyanra alakítsam a havi átlagot, amire szükségem van!
A gyártás lekövetéséhez többféle produktivitás is definiálható, és így több oldalról is megfigyelhető a rendszer.
Például: A gyárban szerdán 62 szekrény készült el az első váltásban. Hű, de jó, a P1 = 62 (kettővel több mint kedden)! Igen, de ne felejtsük el: aznap 12 dolgozó állt a gépsor mellett és a P2 = 62/96 = 0,65 (ami lényegesen rosszabb eredmény mint a fenti P2=0,75)
Most már látjuk, ezért éri meg nagyon a Produktivitást figyelni:
- A gyártási folyamat néhány paraméterrel lemodellezhető és mérhetővé válik
- A napi mérési eredmények előrevetítik a havi eredményességet
- Ha beavatkozok a napi működésbe (Előírom: 10 munkás állhat a szalag mellett (kettőt máshova küldök), előkészítem az alapanyagot, előírom és fenntartatom a szalagsebességet) számokban látom a beavatkozásom következményeit!
- Ha a számok nekem nem tetsző havi értéket jósolnak, addig folytatom a beavatkozást, amíg biztosan elérhetővé válnak a tervezett értékek!
- Van mi alapján megítélni a gép/üzem/dolgozó teljesítményét és visszajelzést adni. (Ma jó teljesítettél, István!)
Az is jól látszik, hogyan lehet Produktivitást növelni:
- (Az adott időszakban) több terméket állítunk elő
- Kevesebb forrást használunk fel (csökkentjük a veszteségeket)
- Mindkét módszert alkalmazzuk
Bármelyik módszert vetjük be, a Produktivitás változása valamilyen más változtatás eredménye!
- Érdemes csinálni egy hatékonysági Auditot (mi a valós helyzet, mennyi az annyi, mennyi lehetne)
- Mit kell / lehet változtatni, hogy annyi legyen amennyit szeretnénk (Mentoring, Coaching)
- Implementáljuk (bevezetjük) a megoldást (új lépés a gyártási folyamatban, más szállítási útvonal, más munkamegosztás)
- Megtanítjuk a vezetőknek, mit várjanak el a dolgozóktól (Training, Workshop, Follow up)
A fenti megoldás sor követésével minden munkaszervezetben el lehet érni a paraméterek javulását, P2 esetében a partnereim 5 – 25 százalékot tapasztaltak. (A javulási lehetőség a pillanatnyi állapot függvénye, ezért mindig érdemes egy Audittal kezdeni.)
A témával kapcsolatos kérdésekre szívesen válaszolok, tegye fel őket!
Buru Róbert, hatékonysági szakértő